







What is Nitrile Rubber? Understanding Its Properties and Uses
Learn what is nitrile rubber, its significance, how it works, and its key applications across various industries and environments.
Nitrile rubber is everywhere and you might not even realize how much it powers the world around you. Cars, factories, and even hospitals depend on this material for components that simply cannot fail. But most people miss the wild part. Adjusting the acrylonitrile content inside the rubber can actually change its strength, flexibility, and resistance so much that manufacturers can fine-tune it for just about any job. Some grades can resist oils and chemicals better than almost any other synthetic rubber, making them a go-to choice for engineers in mission-critical settings.

Table of Contents
- Defining Nitrile Rubber: Composition And Characteristics
- The Importance Of Nitrile Rubber In Various Industries
- How Nitrile Rubber Works: Properties And Benefits
- Comparing Nitrile Rubber To Other Types Of Rubber
- Real-World Applications Of Nitrile Rubber In Everyday Life
Quick Summary
| Takeaway | Explanation |
|---|---|
| Nitrile rubber offers superior chemical resistance. | Nitrile rubber excels in environments with oils and fuels, making it ideal for automotive and industrial applications. |
| Customizable properties enhance application versatility. | Adjusting the acrylonitrile-to-butadiene ratio allows manufacturers to tailor nitrile rubber for specific performance needs. |
| Key applications include automotive and healthcare. | Nitrile rubber is vital for producing fuel hoses, medical gloves, and various industrial seals. |
| Durability and flexibility are standout traits. | This synthetic elastomer maintains performance under extreme conditions, providing reliability across many sectors. |
| Understanding material trade-offs ensures better selection. | Evaluating nitrile rubber against alternatives like natural rubber helps in choosing the right material for specific projects. |
Defining Nitrile Rubber: Composition and Characteristics
Nitrile Rubber (NBR) represents a sophisticated synthetic elastomer engineered through a strategic chemical process involving two primary components: acrylonitrile and butadiene. This specialized synthetic polymer emerges as a powerhouse material with remarkable performance characteristics that distinguish it from traditional rubber compounds.
Chemical Composition and Molecular Structure
At its core, nitrile rubber is a copolymer formed by combining acrylonitrile and butadiene in varying proportions. The percentage of acrylonitrile critically determines the rubber’s ultimate properties. Higher acrylonitrile content translates to superior oil and chemical resistance, while lower percentages enhance flexibility and low-temperature performance.
The molecular arrangement allows NBR to exhibit exceptional characteristics:
- Outstanding resistance to petroleum-based fluids
- Remarkable durability in challenging industrial environments
- Adaptable mechanical properties
Performance Characteristics and Applications
According to ACS Omega Research, nitrile rubber’s unique composition enables extraordinary performance across multiple domains. Its inherent resistance to oils, fuels, and chemicals makes it an indispensable material in sectors requiring robust material solutions.
Key performance attributes include:
- Superior mechanical strength
- Exceptional abrasion resistance
- Impressive temperature tolerance
- Consistent performance under challenging conditions
Manufacturers can customize NBR’s properties by adjusting the acrylonitrile-to-butadiene ratio, allowing precise engineering of material characteristics for specific industrial requirements. This flexibility makes nitrile rubber a versatile solution across automotive, aerospace, manufacturing, and mechanical engineering applications.
The Importance of Nitrile Rubber in Various Industries
Nitrile rubber has emerged as a transformative material that fundamentally reshapes industrial performance across multiple critical sectors. Its exceptional material properties enable technological advancements and solve complex engineering challenges where traditional materials fall short.
Automotive and Transportation Applications
In the automotive industry, nitrile rubber plays an instrumental role in designing high-performance components. According to International Labor Organization Research, NBR is extensively utilized for manufacturing critical components that demand superior resilience and chemical resistance.
Key automotive applications include:
- Fuel and oil handling hoses
- Self-sealing fuel tank components
- Precision engine seals
- Vibration dampening systems
Industrial Manufacturing and Engineering
Beyond transportation, nitrile rubber serves as a fundamental material in industrial manufacturing. Its remarkable mechanical properties make it indispensable for creating components that withstand extreme operational conditions.
Critical industrial uses encompass:
- Industrial protective gloves
- Precision gaskets and O-rings
- Chemical processing equipment seals
- High-performance hydraulic system components
The material’s ability to maintain structural integrity under challenging environments makes it a preferred choice for engineers seeking reliable, durable solutions. Manufacturers can customize nitrile rubber’s composition to meet specific performance requirements, ensuring optimal functionality across diverse industrial applications.
How Nitrile Rubber Works: Properties and Benefits
Nitrile rubber represents a sophisticated engineered material that delivers exceptional performance through its unique molecular structure and intrinsic material properties. Understanding its functional mechanisms reveals why this synthetic polymer has become a critical component across diverse industrial applications.
Molecular Mechanism and Performance Dynamics
The fundamental working principle of nitrile rubber lies in its molecular composition and bonding characteristics. Chemical interactions between acrylonitrile and butadiene create a complex polymer network that provides extraordinary resilience and adaptability.
Key functional mechanisms include:
- Dynamic molecular flexibility
- Strong intermolecular bonding
- Responsive material characteristics
- Precise chemical resistance
Material Performance and Structural Benefits
According to IOPscience Research, nitrile rubber demonstrates remarkable ability to enhance material properties through its unique structural configuration. Its molecular design enables significant improvements in mechanical strength and interfacial performance.
Critical performance benefits encompass:
- Enhanced flexural strength
- Superior chemical resistance
- Remarkable temperature adaptability
- Consistent mechanical performance
Manufacturers can strategically manipulate nitrile rubber’s molecular structure by adjusting acrylonitrile concentrations, enabling precise engineering of material properties. This customizable performance allows engineers to design solutions that meet exact operational requirements across complex industrial environments.
Comparing Nitrile Rubber to Other Types of Rubber
Selecting the appropriate rubber material requires understanding the nuanced differences between various synthetic and natural rubber compounds. Each rubber type presents unique characteristics that determine its suitability for specific industrial and engineering applications.
Performance Characteristics Comparison
Nitrile rubber distinguishes itself through exceptional performance metrics that set it apart from alternative rubber materials. Chemical resistance and durability emerge as primary differentiating factors when evaluating rubber compound selections.
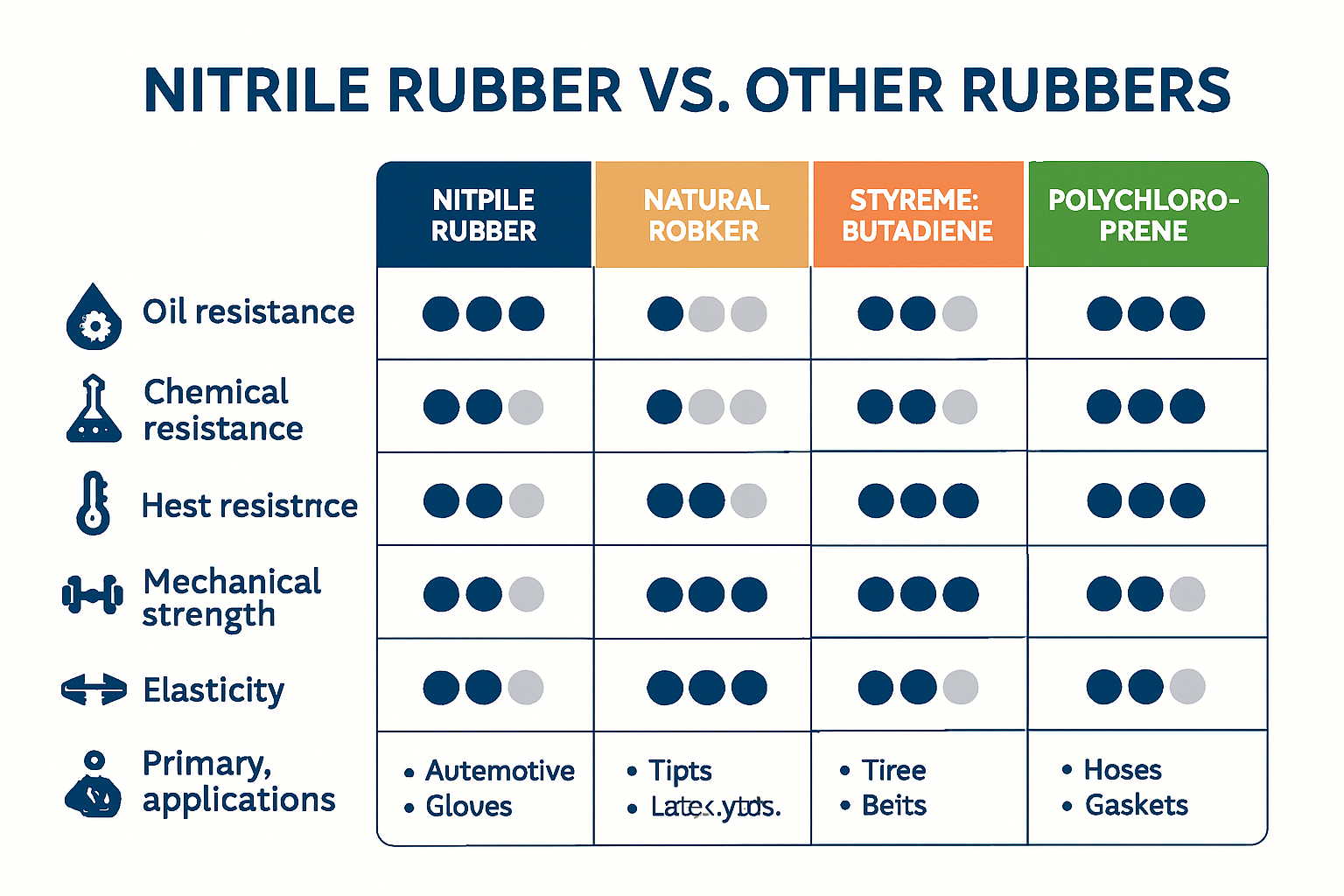
To clarify how nitrile rubber compares to other commonly used rubber types, the following table summarizes their key performance characteristics and trade-offs.
| Rubber Type | Oil & Chemical Resistance | Mechanical Strength | Elasticity | Temperature Tolerance | Notable Trade-off |
|---|---|---|---|---|---|
| Nitrile (NBR) | Excellent | High | Moderate | Good | Less flexible at low temps |
| Natural Rubber | Poor | Moderate | Excellent | Moderate | Not oil/chemical resistant |
| Styrene-Butadiene (SBR) | Poor | Moderate | Good | Moderate | Lower durability in harsh env. |
| Polychloroprene (Neoprene) | Good | Moderate-High | Good | Good | Higher cost than SBR |
Key comparative attributes include:
- Superior oil and fuel resistance
- Enhanced mechanical strength
- Precise temperature tolerance
- Customizable molecular configurations
Specialized Material Trade-offs
According to Materials Science Research, nitrile butadiene rubber demonstrates remarkable advantages over traditional rubber compounds while presenting specific performance trade-offs.
Comparative performance considerations:
- Natural rubber offers superior elasticity
- Styrene-butadiene rubber provides cost effectiveness
- Polychloroprene exhibits better weather resistance
- Nitrile rubber delivers exceptional chemical stability
Engineers and designers must carefully evaluate material requirements, understanding that each rubber compound presents unique strengths and limitations. Nitrile rubber emerges as a versatile solution capable of meeting demanding performance specifications across complex industrial environments, making it a preferred choice for sophisticated engineering applications.
Real-World Applications of Nitrile Rubber in Everyday Life
Nitrile rubber transcends complex industrial environments, seamlessly integrating into numerous everyday applications that dramatically enhance safety, performance, and functionality across multiple sectors. Its versatile properties make it an indispensable material in contexts ranging from personal protection to critical infrastructure.
The following table highlights the major industrial and everyday applications of nitrile rubber, organized by sector to illustrate its wide-ranging utility.
| Sector | Common Applications |
|---|---|
| Automotive | Fuel/oil hoses, engine seals, self-sealing tank components |
| Industrial | Gloves, gaskets, O-rings, hydraulic seals, equipment seals |
| Healthcare/Safety | Medical gloves, surgical gear, lab protective equipment |
| Consumer Products | Kitchen utensil handles, waterproof clothing |
| Engineering/Manufacturing | Vibration dampeners, machine seals, precision components |
Healthcare and Personal Safety
Protective equipment represents one of the most critical domains where nitrile rubber demonstrates its extraordinary capabilities. According to National Institute for Occupational Safety and Health, nitrile rubber provides exceptional protection in medical and industrial environments.
Key healthcare applications include:
- Medical examination gloves
- Surgical equipment components
- Laboratory protective gear
- Chemical resistant personal protective equipment

Industrial and Consumer Product Applications
Beyond healthcare, nitrile rubber plays a pivotal role in manufacturing everyday products that require durability and chemical resistance. Its unique molecular structure enables performance across diverse consumer and industrial contexts.
Widespread applications encompass:
- Automotive hoses and seals
- Kitchen utensil handles
- Waterproof clothing components
- Industrial machine sealing mechanisms
- Precision engineering components
The material’s remarkable adaptability allows manufacturers to engineer products that withstand challenging environmental conditions while maintaining optimal performance. Nitrile rubber’s versatility ensures its continued relevance in solving complex material challenges across multiple domains.
Protect Your Facility with Commercial Mats Engineered for Real-World Challenges
Have you learned how nitrile rubber’s superior oil and chemical resistance solves critical problems in demanding industrial spaces? Many companies face constant threats from spills, heavy foot traffic, and tough substances that can wear down ordinary flooring. With the proven durability and adaptability of nitrile rubber discussed in the article, you now understand why engineered materials matter when you want lasting protection and reliable performance.
At Mats4U.com, we translate this high-performance technology into commercial and industrial matting solutions built for your exact needs. If your facility requires mats that can withstand petroleum-based fluids, harsh chemicals, or constant use, our rubber mats selection features designs inspired by the very properties highlighted above. Count on competitive pricing, American-made quality, and free delivery on orders over $100. Do not settle for mats that fail under pressure. Visit Mats4U.com today and discover how you can secure your floors with proven, science-driven materials. Shop now for safer, longer-lasting results.
Frequently Asked Questions
What is nitrile rubber made of?
Nitrile rubber, or NBR, is a synthetic elastomer made by polymerizing acrylonitrile and butadiene in varying proportions, which determine its properties such as flexibility and chemical resistance.
What are the main applications of nitrile rubber?
Nitrile rubber is widely used in automotive applications (like fuel hoses and engine seals), industrial manufacturing (such as gloves and gaskets), and healthcare settings for protective equipment.
How does nitrile rubber compare to natural rubber?
Nitrile rubber offers superior oil and chemical resistance, enhanced mechanical strength, and better durability compared to natural rubber, although it may lack some elasticity found in natural rubber.
What are the benefits of using nitrile rubber in industrial settings?
The benefits of using nitrile rubber in industrial settings include exceptional chemical resistance, durability under extreme conditions, versatility in applications, and customizable properties for specific engineering requirements.
Prev post

A Practical Guide to Cleaning Rubber Floor Surfaces
Updated on 20 August 2025
Next post

We Won! Mats4U Named Best Custom Logo Mats Provider in the U.S. for 2025
Updated on 19 August 2025




